マッハ KH トリプルシリーズ共通キックスプリング

カワサキトリプルシリーズ全車種共通キックリターンスプリング。
かねてから純正部品が欠品状態だったトリプル全車種共通のキックリターンスプリングを制作いたしました。
当初、純正よりバネ乗数を上げ、強化品として作る予定でしたが、現在のスプリング用の素材は、当時より格段に良くなっていると製作担当者の方にアドバイスを頂き、高級スプリング素材である、いわゆるピアノ線と呼ばれるSWP鋼にて制作いたしました。
もちろん、某大手メーカー様に納入実績のある国内工場にて企画、生産しておりますので、安心して愛車の心臓部にご使用頂けます。


* 現在欠品中です。
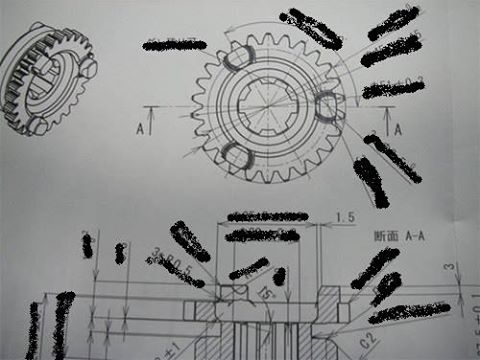
ギア試作品

「無いなら造る!」
と豪語したものの、いざホンマに作るとなると大変です・・・
まず、図面を引かないと、現物を持って行って「コレ造って!」ってな訳にはいきません・・・
原始人の私は学生時代に「ドリフター」なるもので製図の授業をイヤイヤ受けた位で、図面など描ける訳ありません。
ましてや、今やCAD??とかいう物でないとNC旋盤やMCで制作する事もできません(涙)
でも、持つべき物はお金・・・いえいえ友達です(笑)
友達が三次元測定機??やらCADで図面を引いてくれました。
図面さえできれば、今やそこらへんの鉄工所でもNC旋盤の無い所を探す方が難しいくらいなので、楽勝や!とタカを括っていました。
ところが!何件聞いても「ブローチがないねんな・・・」
と言う共通のお断りのお返事(涙)
「ブローチってなんやねん!!??」
聞けば、真ん中のスプラインを切る刃物だそうで、コイツを買おう物なら、目ん玉が飛び出す程の額なんだそうです・・・
ただでさえ、量産ではなく一点物の試作品扱いなので、コストが・・・Z系みたく、「いくら掛かってもやってくれ!」っていう太っ腹なお客様など、ミドルクラスでは皆無、ましてや中古エンジンにごっそり乗せ換えがほとんどのKHユーザーに一個数数万円などまず無理です・・・
でも、「どうしても新品のギアで乗ってみたい・・・」
もうそれしか頼るところがありません。
誰も買ってくれんでも、試作品くらいはと言う気持ちと
いつか量産する時が来たら、実走テストもせんとアカンし・・・
自分に無理矢理納得する理由を付け、ワイヤーカッターでスプラインを切り、コスト度外視で試作品として制作する事に。
あとの熱処理をどうするかとか、ホンマに試行錯誤しながら、なんとか試作品が完成しました。

WPC処理から帰ってきたギアをみてウットリ・・・
ハッと我に返り、変態もついにここまでの領域にきたなと(笑)
早速、私のKHにて実走行テストをしていますが、
まるで現行車のような安心感!思わず目頭が熱くなりました。
KH250 400のシフトフォークについて
KH250に限らず、マッハ系トリプル全車に言えるんですが、バラせば間違いなく4TH&TOPフォークが焼けただれています・・・

恐らく4TH&TOPフォークはケース上部に着く為、オイルの潤滑に問題があるのかもしれません。
もちろんKH250の純正部品はありませんので、新たに作るか、現物を修理して使うしかありません(涙)
さすがにフォークの新造となると、コストがかかり過ぎるので、試作的に特殊溶接による「肉盛り」をして頂きました。


素材との相性や、熱による歪などを考慮しないと、後で使い物にならなくなります。肉盛りの作業には長年の勘と熟練の技術を要します。
肉盛りが完了したら、フライスで修正しますが、やはりこの一連の作業もコストとの兼ね合いが・・・
う~ん・・・Z系みたく、数が読めれば、新造するんやけどね・・・
KH250 400のギア抜けについて
マッハに限らず、750から250まで全てのトリプルシリーズに言える事ですが、マッハらしい走りをすれば、必ずといっていい程ミッションがダメになります・・・
なんせ一番よく使うセカンドがダメになり、コーナーの出口などでパワーをかけると、いきなりエンジンが「ウォ~ン」となり、恐ろしやら、恥ずかしいやら(涙)
シフトミスによるオーバーレブは、ヘタをすると一番最悪な「焼き付き」と言う致命傷を引き起こす可能性が大です・・・
その原因として、クラッチの切れ不良、シフタードラムの摩耗、シフトシャフトの摩耗、リターンスプリングのへたり、シフトフォークの焼け&摩耗当等色々ありますが、やはり一番の原因はドッグの摩耗による嚙み合わせ不良です。

一番目の画像は、私が30年前、究極の負のスパイラルに陥り、挙句の果てには、シフトペダルを左足で常に保持しておかないと走れなくなってしまった時の(笑)摩耗しきったギアです。

シフターフォークの送り量の問題もありますが、パワーがミッションギアに掛かると噛み合わさったギアの部分(ドッグ部)に戻そうそうとする反力が掛かります。

正常な嚙み合わせ状態のドッグなら、問題ないのですが、摩耗により先が丸くなると、余計に抜け易くなり、負のスパイラルに陥ります。中にはドッグをアンダーカットして、逆テーパを付け抜け対策をされている強者もいらっしゃいますが本来、歯車というのは、外側が硬く、中は粘っこくなるよう熱処理されているので、アンダーカットすると、後処理に問題が残ります。

次回へ続く。
泣き所
トリプルシリーズに乗る限り、避けて通れないのが「ギア抜け」です。
非力なKH250ですら、ミッショントラブルが発生するのに、その倍以上のH1やH2なら・・・(汗)
カワサキトリプルシリーズは長兄のH2から、末弟のKH250まで基本的な構造は変わりません。
H2に限っては殆どH1とミッション強度が変わらないので、マッハらしい走りをすると、確実にミッションが逝ってしまいます。
クラッチの切れが悪いのもありますが、当時はSCM21と言う一応クロームモリブデン鋼で制作されていますが、焼き入れなど、当時は浸炭焼き入れなどが主流で、現在のSCM435+高周波焼き入れなどを施したギアとは雲泥の差があります。
どうしても、ドックが摩耗するとギアのかみ合わせが悪く、より抜け易くなり、さらに摩耗するという負のスパイラルに陥ります・・・
もちろん新品純正部品など、とうの昔に欠品となっており、中古のギアをだましだまし使うしかありませんでした。
「無いなら造るしかない!」
とはいえ、Z系みたく数を読める訳でもなく、中型でマイナーなKHのギアを制作しても売れるとは・・・
でもあきらめきれません!!
とりあえず量産するかどうかは別として、一番消耗が激しいセカンド(フォースギア)の試作品を作る事にしました。
もちろん粘りも強度も段違いのSCM435材に高周波焼き入れ+ショットピーニング(WPC処理)で完璧に仕上げ、自分のKHで長期テストをしてみたいと思います。